| 品牌 |
表面处理材料厂 |
型号 |
sd-fh |
| 品种代码 |
其他 |
溶解性 |
其他 |
钢铁常温发黑剂
概 述
我厂改进研制成功的《PC-1钢铁常温发黑剂》具有溶液稳定、发黑时间短色泽适宜、使用工艺方便简单,原材料充足、成本低等优点,特别是发黑膜层的附着力,抗腐蚀能力明显优于原产品。它具有无污染、省能源、无钢型选择性等特点。为解决长期存在的碱性高温发黑污染大、耗能高,选择钢性等问题开辟了新的途径,为各厂家钢铁制品发黑处理提供了理想的先进工艺。
工艺技术介绍
一、 主要特点:
1、 节约能源。发黑完全不需用电,同碱性高温发黑比,节电。
2、 提高工效。碱性发黑需40-80分钟,本发黑剂只需1-5分钟。
3、 发黑成本低。设备简单、只需塑料、陶瓷槽、盆即可,而且操作容易。
4、 工艺适应性强。对钢性无选择,含碳量不同和表面加状态不同的钢铁零件均能获得整体表面颜色的一致效果,而且发黑后的工件,既可脱水油封闭;又可热侵油封闭。
5、 附着力牢固。防腐性强,发黑后工件表面色泽随存放时间延长而加深。
二、 主要技术指标:
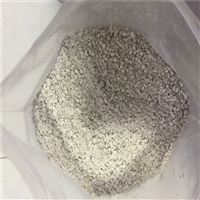
发黑剂为液体呈蓝色,无机械杂质、无臭、不燃、不爆、不腐蚀,运输安全。
PH值:2-2.5 密度:1.04 水不溶物:<1%。
三、 性能指标:
参照兵器工业部颁布的标准WJ535-82《钢铁零件碱性化学氧化技术条件》经发黑后零件检测结果:
1、 用3%硫酸铜点滴实验、变色时间(15-20℃)不低于32秒。
2、 在3%中性氧化钠水溶液中浸2小时后符合标准。
此结果表明:本发黑剂处理的工件性能达到部颁标准的要求。
四、 使用方法:
1、 流程图
装框→去油→水冲洗→漂洗→去锈→冲洗→漂洗
浸脱水防锈油←换框←漂洗←水冲洗←2 常温发黑←1
浸热机油←换框←沸水脱水←漂洗←水冲洗←-3
浸封闭漆←沸水脱水←漂洗←水冲洗←--------4
注:上图(1)为前处理:(2)(3)(4)为三种方法的后处理。
2、前处理工序:
(1) 去油 :凡需发黑的零件,务必先将其表面的油污除净(去油方法:可用金属常温清洗剂去油,也可用碱性高温去油)否则发不上黑或成花斑。去油后的零件,用热水清洗后,再用流动水漂洗干净。
(2) 水洗:自来水冲洗0.5-1分钟,再用流动自来水漂洗。
(3) 去锈:轻锈的机加工零件可用盐酸(工业盐酸和水之比1:1)酸洗1-5分钟:氧化皮较厚的零件,可在180-250克/升加热的硫酸中去锈。
(4) 水洗:先用自来水冲洗后用流动自来水冲洗0.5-1分钟。
3、发黑工序:
将清洗后无油垢、无锈斑的零件迅速浸入发黑工作液中,间隙上下提动2-3次,浸3-5分钟后取出,(初始浓度的溶液以3分钟左右为好),用自来水冲洗和漂洗。
4、后处理工序:三种不同处理方法选择一种:
(1)脱水油封闭:将已发黑并用水冲洗和漂洗过的零件浸入脱水防锈油封闭3-5分钟,并上下提动3-5次后即可;
(2)热浸油:浸入沸腾的水溶液中浸泡1-3分钟,再热浸机油或各种防锈油,可提高抗蚀能力(浸脱水防锈油效果更佳)
(3)浸封闭剂:高档零件(如照相器材、光学仪器),需要高耐磨和光泽度好的,可用沸水脱水后,浸封闭剂。(如丙烯酸器漆,聚氨脂漆等)
5、溶液维护:
当发黑剂效率降低时,溶液兰绿色逐渐褪去,PH值升到3.0左右,并有白色沉淀产生,表明发黑剂老化。此时,可过滤澄清,分离沉淀物 ,然后添加发黑剂原液,(用pH0.5-5精密试纸测量)待pH恢复到2-2.8范围可继续使用。采用双槽,一槽工作,一槽清理沉淀。
6、发黑中常见的缺陷,其产生原因及排除方法:
| 序号
|
缺陷特征
|
产生原因
|
排除方法
|
|
一
|
发黑膜层不均匀
|
1、工件去油不干净 2、清洗不彻底 3、工件重叠在一起
|
1、加强去油,加大水冲洗。 2、去油后用热水洗再用冷水冲 3、抖动工件,从夹具上考虑。
|
|
二
|
零件表面疏松,结合力不牢固
|
1、发黑时间过长或过短。 2、零件表面有残余物
|
1、严格工艺适当控制时间 2、加强发黑的前处理
|
|
三
|
发黑膜色浅
|
1、发黑时间太短 2、成分不足
|
1、延长发黑时间 2、调整或更换溶液
|
|
四
|
光泽性差,有锈斑
|
1、脱水油中水分太多 2、零件脱水时间短
|
1、排除水分,检查脱水油或更换 2、延长脱水时间
|
|
五
|
牢固性比碱性发蓝差
|
1、发黑尚未作用完全 2、零件的氧化层未除尽
|
1、发黑后放置一天再使用 2、加强发黑前的处理
|
|
六
|
工件有花斑
|
|
未涂油的工件可用水冲洗后补发0.5-1分钟
|
|
七
|
不合格品返修
|
|
可用10%的稀硝酸除发黑膜后重新发黑
|
五、其它说明:
1、发黑件膜层附着力随存放时间的延长而增加,时间越长附着力越佳。发黑的零件用脱水防锈油封闭后,存放一天后再使用。
2、本品为浓缩液,用时按1:4稀释,每公斤浓缩液可发黑钢铁30-100公斤(表面称为3-4平方米左右)
3、本发黑剂不仅适用于零件浸泡发黑,也适用于大型零件涂刷喷涂和补黑。
4、本溶剂发黑过程中,有少量沉淀产生,不影响发黑质量。(注意:工作液不用时,需清除沉淀)
邹爱河 先生销售
山东潍坊市奎文区玄武街
期待你的来电
1、本信息由搜了网用户发布,搜了网不介入任何交易过程,请自行甄别其真实性及合法性;
2、跟进信息之前,请仔细核验对方资质,所有预付定金或付款至个人账户的行为,均存在诈骗风险,请提高警惕!
相关资讯
- [企业动态]东莞松山湖海鲜配送2024/7/5
- [企业动态]宝安粮油蔬菜配送2024/7/5
- [企业动态]深圳宝安冻品配送2024/7/5
- [企业动态]厦门到漳州私家车调度专线2024/7/2
- [企业动态]漳州往返厦门调度专线62000032024/7/2
- [企业动态]机床垫铁的作用是什么2024/7/2
- [企业动态]检验平台的精度标准有哪些2024/7/2
- [企业动态]如何选择适合的中注管材料2024/7/1
- [企业动态]哪些行业会用到配重铁2024/7/1
- [企业动态]南阳到佛山物流专线 大件运输 设备搬迁2024/7/3